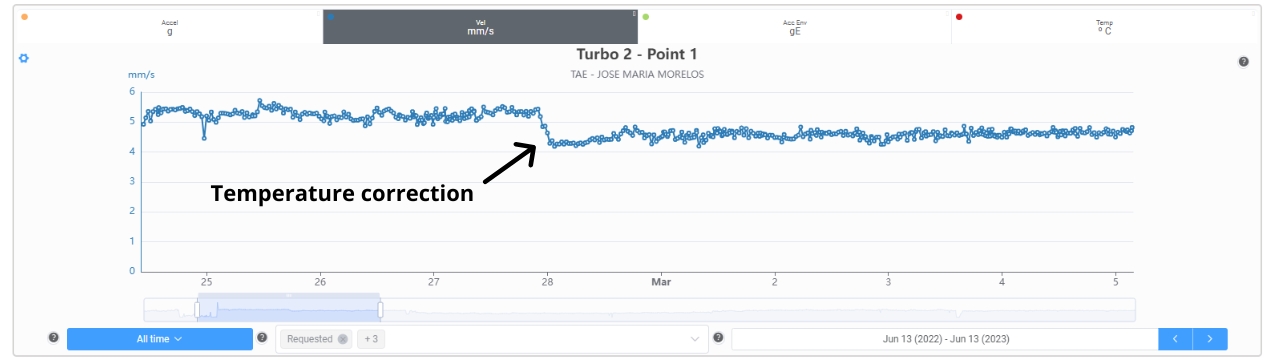
As part of the recommendations based on these results, it is suggested to evaluate the possibility of installing an oil temperature control system that allows maintaining variations no greater than 7°C. In addition, it is recommended to review the geometries and gaps of the bearings in future opportunities, taking advantage of the experience of the plant personnel, with the objective of eliminating any oil leakage from the trunnion bearing system.
In case of experiencing a 30% increase in vibrations due to unbalance, it is recommended to schedule a balancing of the turbine and generator rotors. This balancing can be performed on site with a portable balancing machine or by sending the rotors to a specialized balancing shop.
The turbogenerator will continue to be monitored until next Friday, March 10, in order to detect any significant changes in its behavior. If any anomaly is found during this period, it will be reported in a timely manner.
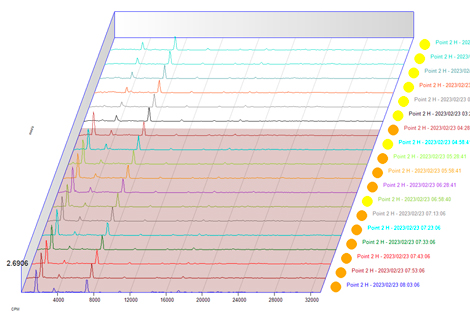
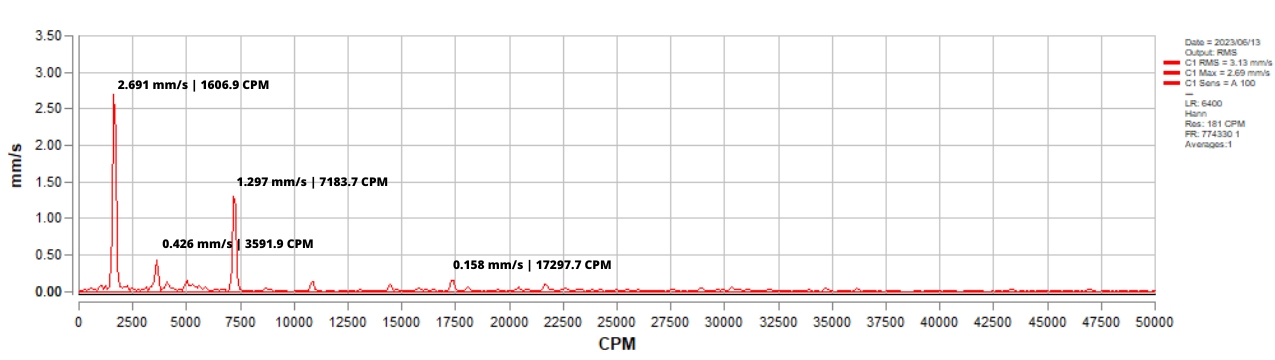
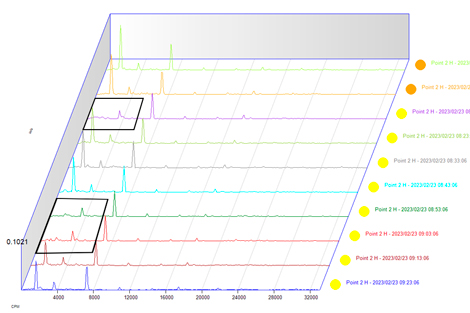
In conclusion, the vibration analysis performed with the help of the Phantom sensors has allowed to diagnose and understand the problems of increased vibration in the turbogenerator. Through programmed monitoring and recording of vibration signals at different points, residual unbalance, misalignment and the presence of oil whip were identified as the main causes of abnormal vibrations.
In addition, thanks to the Phantom sensors, indirect temperature readings of the lubrication oil were obtained during operation, which proved crucial in relating temperature changes to the occurrence of oil whip. This accurate diagnosis provides a solid basis for implementing recommendations and taking the necessary corrective actions, ensuring optimal and safe operation of the turbogenerator.
Vibration analysis using advanced technologies, such as Phantom sensors, proves its value in the field of predictive maintenance and monitoring of rotating equipment. By providing accurate, real-time data on the dynamic behavior of equipment, major damage and costly unplanned shutdowns can be avoided, thus ensuring the efficiency and reliability of industrial facilities.