This is a case study that shows how EMC Wireless Remote Condition Monitoring powered by PHANTOM® ERBESSD technology can detect malfunctions, changes of condition from the norm, root cause, component frequency fault, prevent catastrophic failure and eliminate the problem(s).
Liquid Filling Machines
Liquid filling machines, also known as flow filling machines, are commonly used in the beverage industry. They dispense the exact amount of liquid-based products needed for different containers such as bottles, cartons, cans, etc.
Technologically advanced, the performance of the line is amazing, can reach over 150,000 bottles per hour.
EMC has extensive experience working on liquid filling machinery.
The Problem
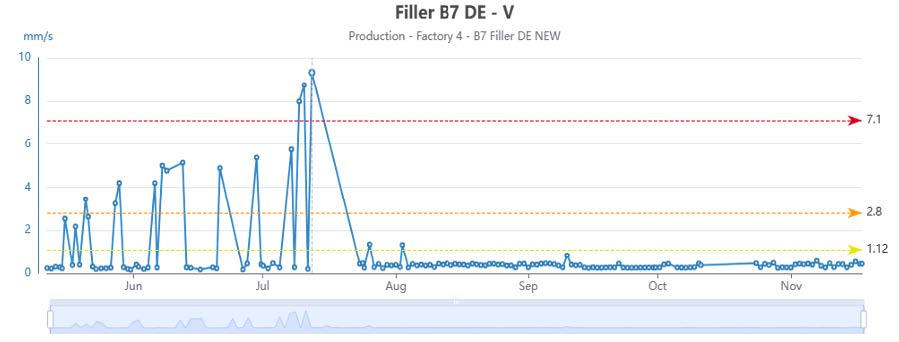
EI Analytic (ERBESSD online monitoring and fault diagnostics software) detected and trended increased vibration levels, alarm notifications. The Vibration Velocity value was higher on the shaft with the worn/contaminated bearings.
The site maintenance personnel performed a walk around the machine and noticed an increase in noise.
Step 2 - Technology Application
Key Issues
Risks of Critical Failure
Risk of Downtime
Noise – Poor Working Environment
Poor Efficiency
De-calibration
Potential Danger
Technologies & Resources Used
PHANTOM® sensors
EI Analytic Software
DigivibeMX® Software
Qualified Engineers
Step 3- Monitoring Results
Overview of the Solution Continuous Condition Monitoring
The solution that EMC Engineering recommended to the customer was to install PHANTOM® vibration sensors on all of the shafts, bearings DE location.
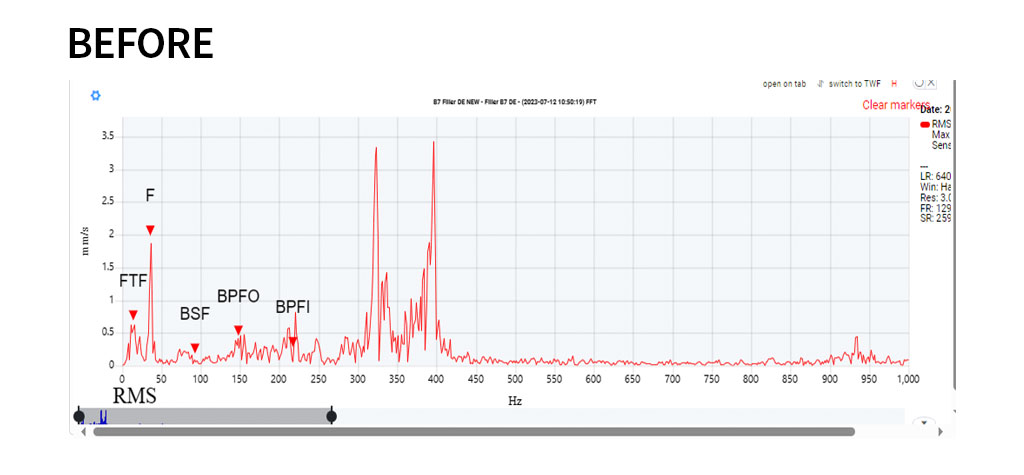
Detection: Vibration levels unsatisfactory according to the ISO 108 16-3
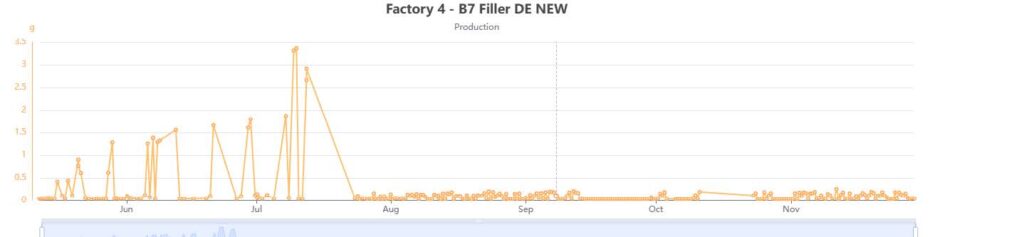
Analysis of Condition Trends (Acceleration, Velocity, Acceleration Env)
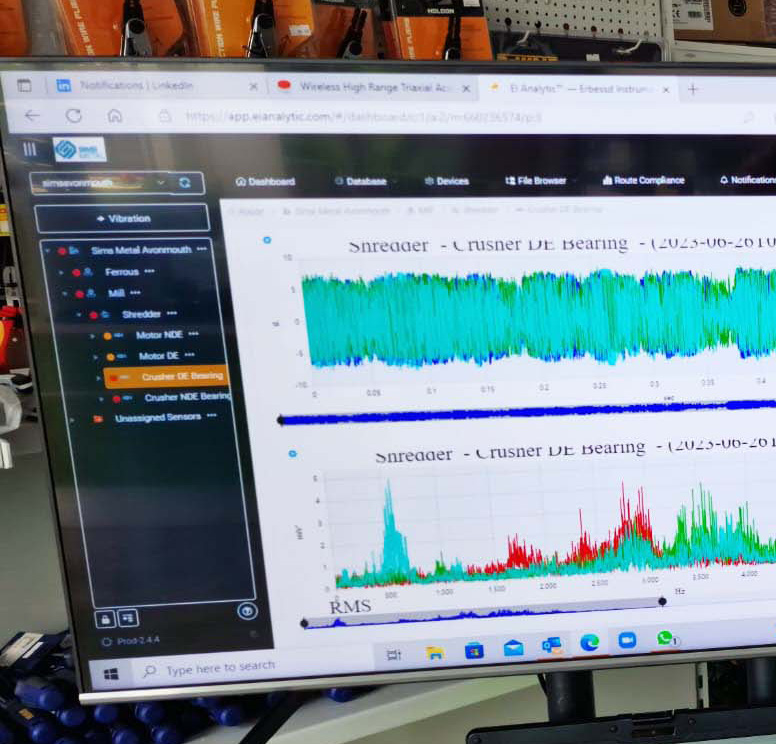
Analysis: Spectrum and Timewave Form Analysis
Vibration Signature helped pin point the problem
High Frequency peaks Non-synchronous with harmonics
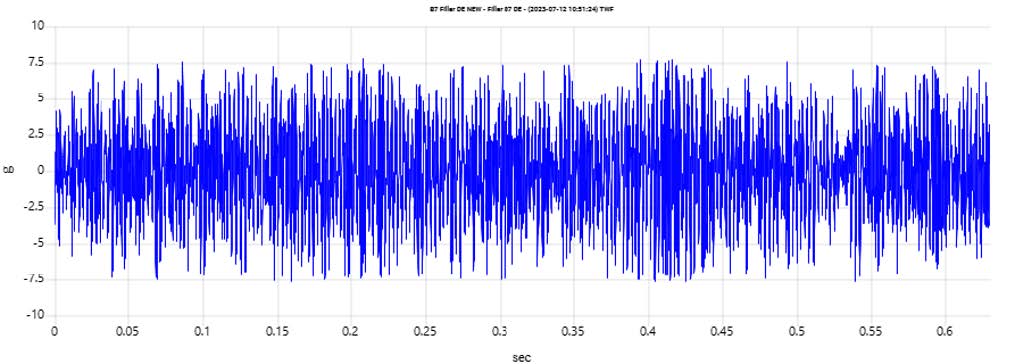
Increased Acceleration (g’s) peak to peak 20g’s
“Hump” in the spectrum at approximately 9x running speed
Noise floor – Vibration signature – No grease – Metal to Metal Contact
Cause of premature wear:
Water ingress that led to excessive rust formation, the lubricant was washed off.
Observation:
CIP (CLEAN IN PLACE) is a critical requirement for the food and beverage industry, so the risk of the bearings contamination is increased.
BEFORE - Timewave before new bearing
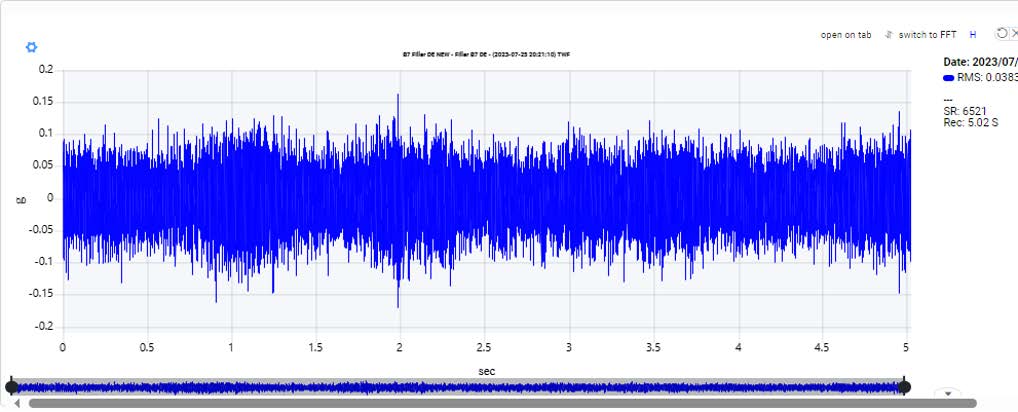
AFTER - Timewave after new bearing
Step 4- Attending the issues
Correction: Proactive Maintenance
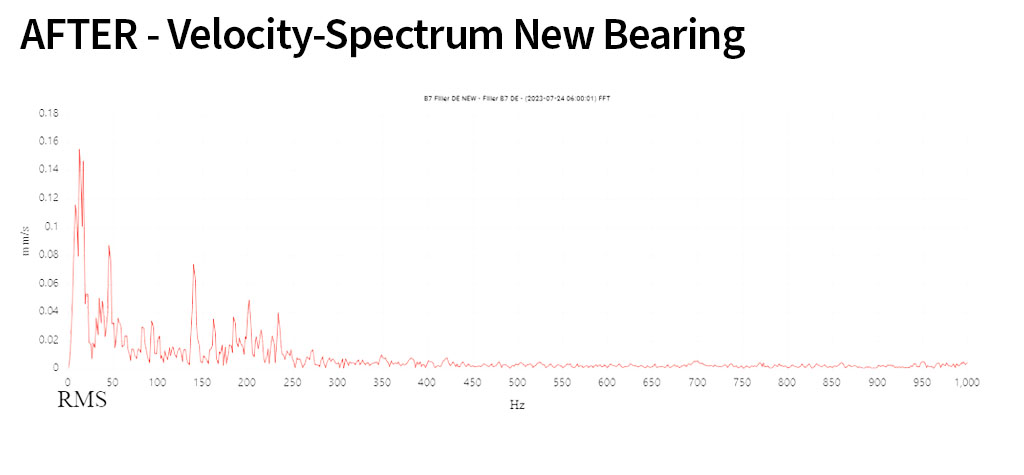
The decision was to stop the machine and replace the worn bearings. Replacement with New bearings, lubricated with PARALIQ GB 363 (this type of grease offers excellent adhesion, highly resistant to water and steam)
Corrective Action
New Bearings Fitted
Correct Grease Used
Assembly & Calibration
Benchmark Report
Step 5- Results
Verification: Verification Graphs
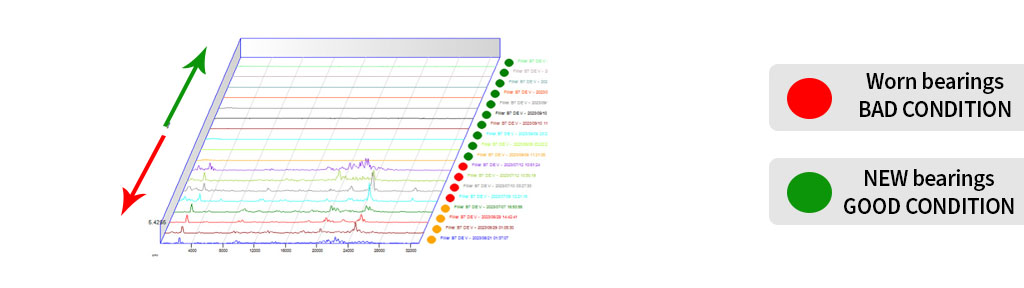
Cascade – Condition BEFORE and AFTER bearing change
About the author
Presented by Erbessd Instruments Distribution Partner - EMC Engineering Group UK





{kind=link}
{kind=link}
{kind=link}
{kind=link}